岩手縣縣廳所在城市盛岡的鐵器製造,可以追溯到江戶時代初期的慶長年間(1596-1615年)、盛岡藩的南部家族開始大舉修建城池之時。此後,在歷代藩主的庇護之下,以城下町盛岡市為中心的地區開始鑄造鐵器。承擔南部藩鐵器大部分訂單的,有坂家、鈴木家、藤田家、小泉家這四大家族。換句話說,盛岡南部鐵器的歷史也是這四大家族的歷史,尤以小泉家的地位最重要。
據說,小泉家從第三代才開始製作如今備受各國愛好者追捧的鐵瓶。江戶時代,小泉家作為關東以北地區唯一的釜師,負責鑄造南部藩御用茶釜、鐵瓶,因此也稱為御釜屋,釜師仁左衛門的名號也沿用至今。
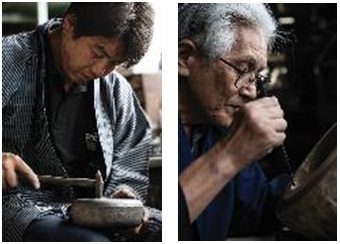
今年 79 歲的第十代小泉仁左衛門先生,他家就在距離盛岡站車程十多分鐘的住宅區裡。榻榻米的居室內,放置著各式各樣的鐵瓶,其中包括比利時世界博覽會獲獎作品「大線紋姥口平丸形鐵瓶」、讓德國建築家布諾.托(Bruno Taut)讚不絕口的「龜甲形鐵瓶」等名作。儘管這些作品的形狀和表面紋理各異,但每一件作品都流露出鐵質的厚重感,有著手工製品特有的沉穩和大器。
在前往工坊之前,仁左衛門先生向我們介紹了南部鐵瓶的歷史。「南部藩的藩主在茶道上造詣很深,這成了南部鐵器誕生的重要原因。當時,福岡藩的栗山大膳和對馬藩的規伯玄方被流放至南部藩。這二人原本是當時日本傑出的文化人,因此受到了南部藩藩主的禮遇,藩主也開始讓屬下武士學習茶道。也正因為如此,藩主開始在自己的領地上籌劃製作茶釜。大名(編按:封建時代的領主)雖然已經有了專用的匠人、鑄物師,但還是將小泉家的第一代從京都邀請到南部藩作為專門的釜師。這就是南部釜的起源。」
當時使用的是北上川的砂鐵。約七十年以後,為使燒水壺便於使用,第三代仁左衛門清尊創作出了鐵瓶。最初,只是用作藩主的贈答品,漸漸地,外面的人開始口耳相傳:「這個鐵瓶真不錯,從哪裡買到的?」「這是南部之物。」自然而然就開始叫作「南部鐵瓶」了。
第十代小泉仁左衛門先生告訴我們,鐵瓶最早採用本地的砂鐵製作,如今很少使用了。雖然現在盛岡的鐵礦石原料仍然不少,但開採出來並用古法製作的話成本太高,與現在使用的西式熔鐵爐相比,所需費用相差十倍以上。南部藩主成功地在西式熔鐵爐裡製作鑄鐵,正因如此,鐵瓶在明治以後得以普及。深知砂鐵鐵瓶優點的小泉家,每天都在使用古老的砂鐵鐵瓶。
「我們家有一個老的砂鐵器物。」他邊說邊展示了一件沒有著色的精美砂鐵鐵瓶,「用鑄鐵製成的物件用個七、八十年沒什麼大問題,砂鐵做的卻可以用兩百年,耐用年數很長。還有,砂鐵鐵瓶材質較硬,敲擊會有高亢的聲響。」說著,他用手指敲擊了一下鐵瓶的瓶蓋,一聲清脆迴響在屋內。
昭和時代,南部鐵器進入艱難時期。第二次世界大戰時,統制令(槍炮統一管理命令)實施後,軍需關聯品之外的生產全被禁止。南部地區的一百五十名匠人中,只有十六人繼續鑄造鐵器。「戰爭結束後,物資不足,進入了無論生產什麼都能賣出去的年代。盛岡以外的地方也開始生產鐵製日常用品,為了好賣,大家都自稱是『南部鐵器』。那之後家父也曾想過要申請商標,但因為南部鐵器這一名稱過於大眾化,並沒有成功。」
為了預防產地做假,只有岩手縣的盛岡和水澤生產的鐵器可以使用「南部鐵器」之名。1975 年,南部鐵器被認定為國家指定傳統工藝第一號。曾一度因為鋁製品的衝擊而需求減少的南部鐵器,近年來作為精美的茶道工藝品及實用餐廚用具等,再次獲得推崇。
我們從小泉家出發,開車約三十分鐘後到達了他們位於山腳的工坊。仁左衛門先生的兒子岳廣先生正在用炭生火,準備燒製鐵瓶的內側。仁左衛門先生從小就喜歡在工坊裡看祖父、父親工作,在第十代三兄弟中排行老二。大哥大學畢業後在東京工作,一去不返,他便繼承了家業。這不是出於父母的要求,而是他自己的决心。
「都做了五十多年鐵瓶了,也持續了九代,必須要繼續下去。放棄是很簡單的,堅持下來卻絕非易事。但是我父親和祖先們都堅持下來了,真的很不容易。我對這份工作所懷的自豪感也可能跟血緣遺傳有關係。除了自己工作,我也喜歡看別人做手藝,在一旁不出聲看幾個小時都不會累。這也許就是我身上的手藝人特質吧。我還喜歡研究各種形狀,創作本身就很有意思。現在,雖說都是職工,但是很多人只是一味按照別人的指示在工作。真正喜歡做東西的人,追求的是在這個過程中的樂趣和創造性。現在中國來的訂單很多,反而都沒有時間思考創作了。」
鑄造的方法有兩種,被指定為傳統工藝的釜和鐵瓶是用燒型法製成,即在燒製好的鑄型裡注入鐵水,這也是延續了一百多年的技法。與此相對,坊間大量生產的鐵鍋採用的是生型法,即不製作鑄型,而是直接澆鑄。事實上,大部分南部鐵器都是用生型法製作的。雖然生型製品形狀相同,但與傳統鐵瓶相去甚遠,跟燒水壺差不多。鐵瓶燒出來的水很美味,具有補充鐵質的功效,並得到了科學驗證;但是生型法有琺瑯加工,就沒有這個優點了。
從生型中澆鑄出的模型,只要稍加著色,燒出來的水便會渾濁。這種渾濁被稱作「金氣」,在製作鐵瓶的過程中,就有一道工序用來去除「金氣」。這是盛岡當地發明的技術,是否進行這一道工序十分關鍵。將從鑄型中取出的鐵瓶朝下,以攝氏八百至九百度的高溫燒製,讓表面覆蓋一層酸化膜,這樣就能去除金氣。一般經過這道工序做出來的鐵瓶,最低價也要賣個三萬到四萬日圓;而如果是砂鐵製,是不需要去除金氣的。
就在老先生跟我們侃侃而談之際,兒子岳廣先生正在把倒過來的鐵瓶罩在燒紅的炭火上,進行著在瓶身內側覆蓋酸化膜的步驟。不一會兒他將燒紅的鐵瓶從炭火上取下,周圍頓時彌漫開炙熱的空氣。要做出一個上等的鐵瓶,需要極致的細心和耐心。

老先生介紹道,製作鐵瓶時,有兩點至關重要。首先要有形狀設計,然後是肌膚紋理。一個高級鐵瓶鑄型只能製作一個鐵器,表面部分也都是一筆一筆手工繪製紋樣。同樣的紋理不可能存在第二個,這也可以說是鐵瓶的生命。雖然很多工坊為了產量,一個鑄型會用來生產很多個鐵瓶,但是在御釜屋,一個鑄型最多只用來製作三個鐵瓶。因為鐵瓶上的紋理設計纖細,製作一個就會破壞鑄型。
每天從早晨八點到下午五點,老先生、兒子和實習生都默默堅守著這樣的手工製作。現在岩手縣內製作南部鐵器的業者共計七十四家,但堅持使用傳統工藝燒模具的鐵瓶產量僅占其中的 2%。中國的鐵瓶熱持續升溫,聽說也有從中國直接到此購買的客人,然而必須經過一百多道工序才能打造完成的鐵瓶,一年的產量僅有一百多個,訂單都要等待半年以上。
「很多客人再三表示無論如何都想要御釜屋的鐵瓶,也有很多人說就算兩三年都可以等,這讓我們很欣慰,實際情况是生產能力已達極限。產量已經很小,一旦客戶覺得是不良品就賣不出去了。雖然偶爾也有些瑕疵的部分,客人會覺得這也是自成一派的亮點。但是即使這個人覺得好,傳到下一代、下下一代後如果不能用,也稱不上好。所以我們只售賣能夠使用一、兩百年的東西。如此這般,訂單越積越多,現在正發愁沒有時間創作呢。」
這位八十多歲的老匠人開朗健談,在繁忙的工作之餘,仍然會接受各種演講邀約,為推廣南部鐵器發揮餘熱。「我會努力堅持到閉眼的那一天。」他說著這樣的話,繼續享受著决定鐵瓶紋理、在鑄型表面仔細描摹紋樣的工作帶給他的樂趣。


無論是珍貴的愛奴木器,樸拙的鐵壺、南部帚,或象徵傳統新生的友禪染、和紙、漆器、九谷燒…
我們在最平常不過的日用器物中,看見了極致的樸素之美,最珍貴的傳承,不只是精妙的手藝,而是以雙手、透過每一個器物所傳達的實誠心意!