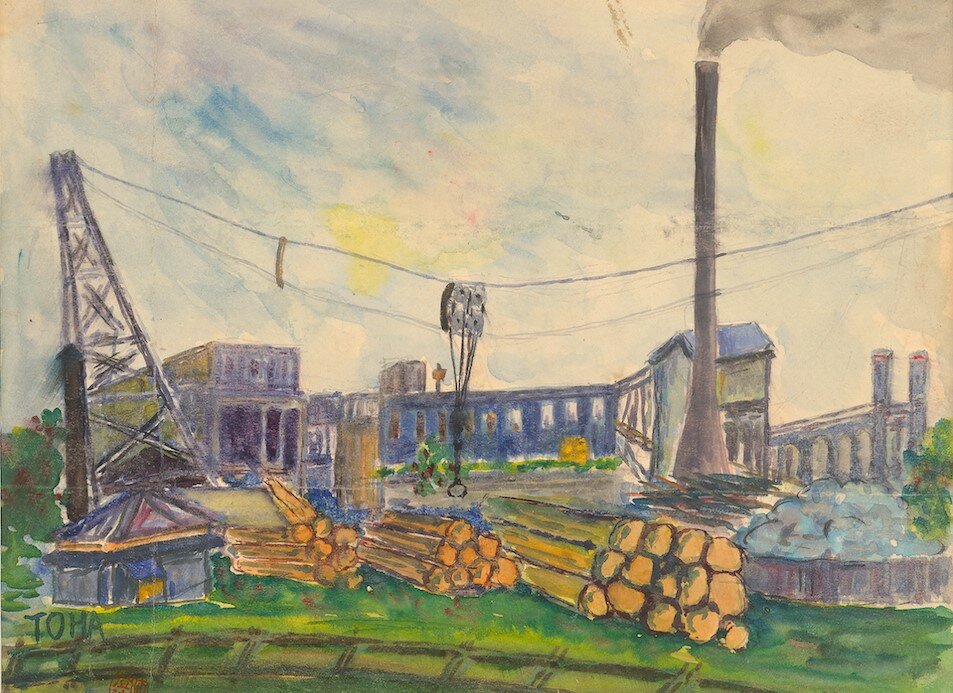
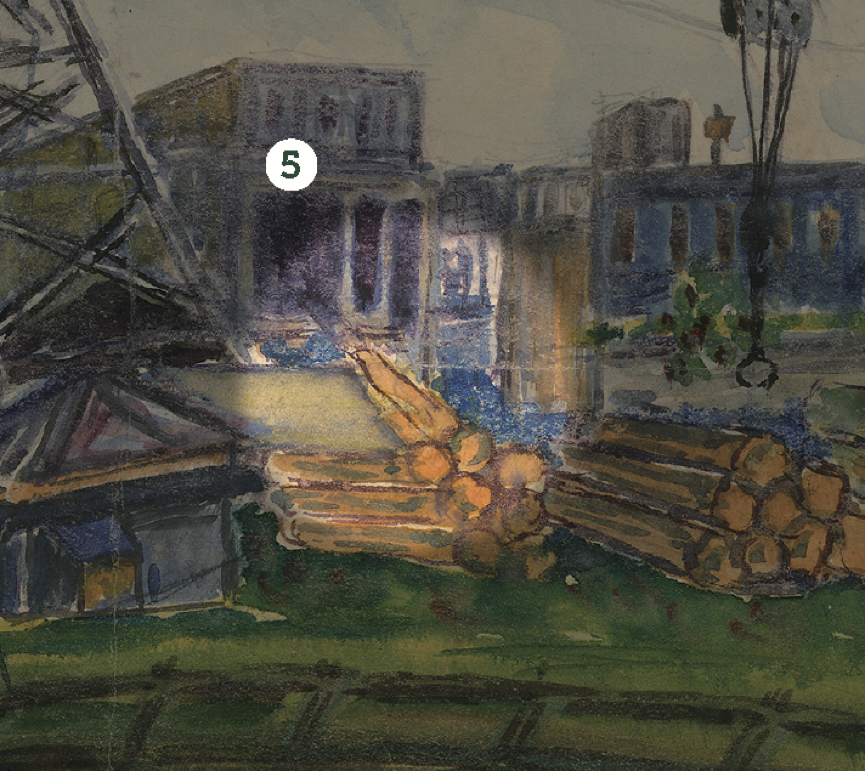
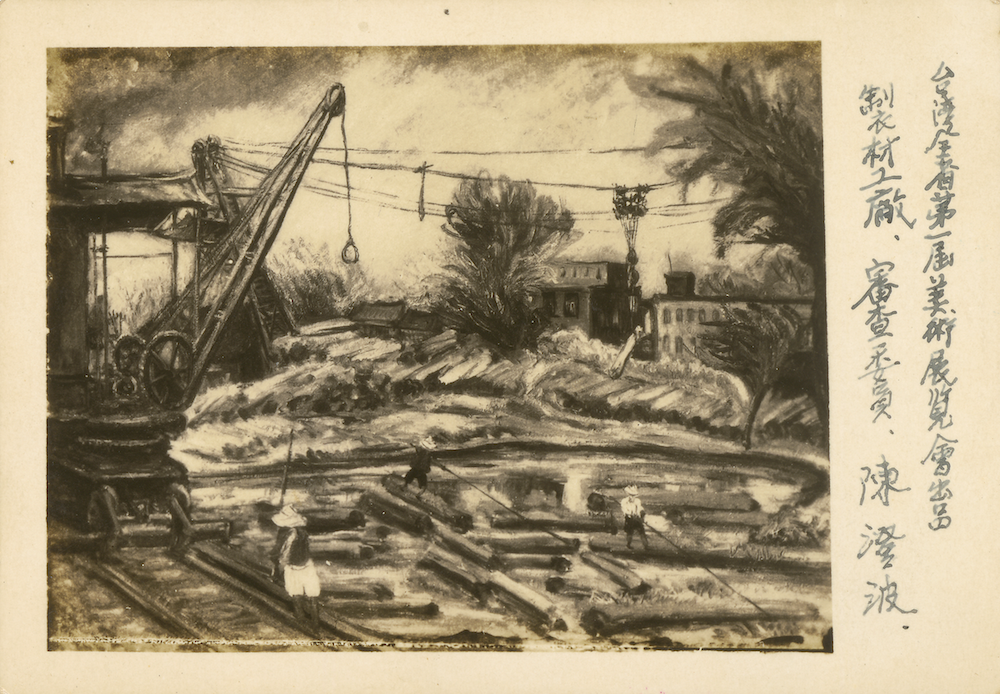
陳澄波著名的《木材工廠》於一九二一年完成,畫的就是嘉義製材所,為的是紀念東宮殿下乘坐的軍艦經過臺灣海域,或許也隱含著東宮殿下有天能造訪嘉義製材所的期待。[1]
這幅《木材工廠》呈現了嘉義製材所工作最繁忙的時刻,為了生產熱銷的阿里山材持續運作著。對當時的臺灣總督府來說,嘉義製材所是令人驕傲的存在。它可以說是當時臺灣最現代化的建設,在各項官方報告、報導中甚至稱嘉義製材所的規模是「東洋第一」,參觀臺灣的日本皇室或高官,幾乎無一不造訪嘉義製材所。
然而,這東洋第一的背後,有一段顛簸的命運。
一、製材所顛簸的命運
一九一三年十一月二十九日,《臺灣日日新報》報導了嘉義製材所裡的各項設施已竣工的消息。製材工場是鐵筋混凝土造建築,場內選用了當時最先進的設備,可惜的是即便完工,嘉義製材所卻無法立即投入製材工作。
一九一三年夏天的颱風破壞了阿里山鐵道,鐵道一直尚未修復,重要的檜材無法送出,嘉義製材所因此還派不上用場,只能試運轉機械。[2]雪上加霜的是,隔年阿里山鐵道方才修復完畢,[3]就又再次遇上夏天的暴雨,鐵道坍崩。[4]所幸當年秋天阿里山鐵道陸續修復通車,積蓄的檜材能夠逐步運出。
儘管因修復鐵道耽誤了木材上市的進度,但製材所的木材甫上市,就紛紛被臺灣官廳建設指定選用,市場供不應求。看似熱絡的市場反應,其實仍有一些挑戰亟待解決。[5]
舉例來說,製材所供應的木材尺寸選擇少,且與坊間常用的尺寸不同,建築商購入木材後無法直接使用,得再自行加工,以符合臺灣建築習慣。再加上阿里山木材的價格又比日本內地的木材價格高上許多,對於建築商來說,一聽到要使用阿里山材就有準備吃虧的打算。[6]
製材所供應的材可以分為丸太材(原木)、木材(製材後)兩種,有許多的規格,以建築用丸太材來說,嘉義製材所製作尺寸有一間、一丈、二間到六間,其中較常使用的二間,原訂為十三日尺,因應一九一五年坊間批評與一般用材不符,改為長十三.五日尺,相當於四.〇九公尺。[7]
接到市場的種種負面反映後,臺灣總督府營林局緊急在《臺灣日日新報》發表〈阿里山材販賣談〉以求滅火。除了答應虛心檢討外,也說明像是尺寸已經過市場調查,如需特殊規格可至指定商店購買;價格則會因應收支持續調整,以符合材價實際現況,更承諾製材量會逐漸趕上需求,讓建築商能夠更加熟悉於目前的製材尺寸。[8]
在營林局的說明與調整下,阿里山材逐漸受到建築商重視,此時剛好又碰上日本重要木材提供產地「木曾山」的檜材缺貨,使得當時日本內地,包括明治神宮、橿原神宮的鳥居、桃山御陵、乃木神社的建材都選擇使用阿里山材。[9]
根據營林局統計,阿里山木材的產量優先為臺灣島內建築商所訂購,餘材才運到日本。儘管日本市場並非阿里山材主要銷售對象,但優質與珍稀的上等阿里山材也相當受日本消費者喜愛。在一九一六年統計中,阿里山材總共賣出高達一百五十萬圓,其中銷往臺灣島內就佔了一百萬圓,其餘都銷往日本。由於受到臺灣島內與日本內地廣泛的喜愛與選用,《臺灣日日新報》在一九一六年五月十一日的報導中,就形容「阿里山材暢銷」。
然而,製材所的挑戰仍未結束。一九一七年春天,一場大火讓製材所損失慘重;五月大雨造成的落石破壞鐵軌,運材工作被迫中斷。同年底,臺灣與日本間的船運運費調漲,連帶影響阿里山材的價格隨之上漲。[10]但製材所仍挺過種種的不順遂,阿里山材在市場上越來越暢銷,光是一九二〇年初所接到的訂單,早已將製材所整年工作排滿。
嘉義製材所經歷起起伏伏的風波後,運作總算是上了軌道,事業如同《臺灣日日新報》所述的「應接不暇」。[11]這也成為陳澄波筆下,忙碌的、欣欣向榮的、令他驕傲的「嘉義製材所」。
二、嘉義製材所的一枝一節
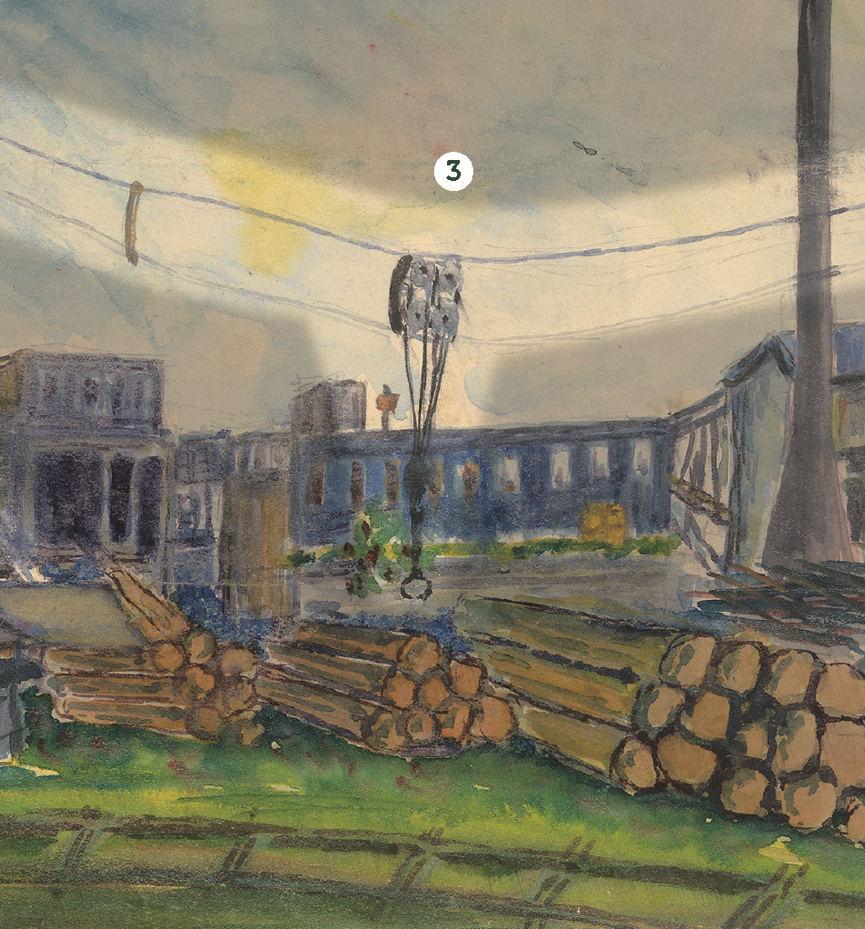
在《木材工廠》這幅畫中,陳澄波的細膩筆觸讓原本靜態的畫作,彷彿有了生命。工廠前的貯木場上原木堆積如山,送材臺上有一根原木緩緩送入工廠,準備加工切割成木材;一旁動力室附屬的大煙囪正冒著煙,代表動力室的發電設備正在運作,產生電力驅動製材工場裡的各項設備;兩座天車之間的搬器上,吊掛木頭的鉗子正在下降,準備搬運原木。
就讓我們跟著陳澄波的視角進入畫中,細細欣賞嘉義製材所的一枝一節。

一九〇四年,臺灣總督府已有開發阿里山的規劃,但受到日俄戰爭影響,遲至一九〇六年二月,臺灣總督府才與大阪的合名會社藤田組簽約,引進其資源,這是阿里山林業官辦民營的最初嘗試。[12]然而,兩年後,阿里山鐵道的鋪設仍需持續延長深入,規模大大超過最初所預估,藤田組無法能應付,總督府最後與藤田組中止合作。
藤田組退出後,總督府仍未放棄經營阿里山的計劃,直到一九一〇年春天,總督府的提案經日本帝國議會准許,阿里山林業的官營計劃才得以繼續進行。[13]一九一二年十二月二十六日,透過阿里山鐵道運下第一批阿里山材,運材火車更停留在嘉義驛向大眾展示一週。[14]

2. 架空式鐵索道(天車)
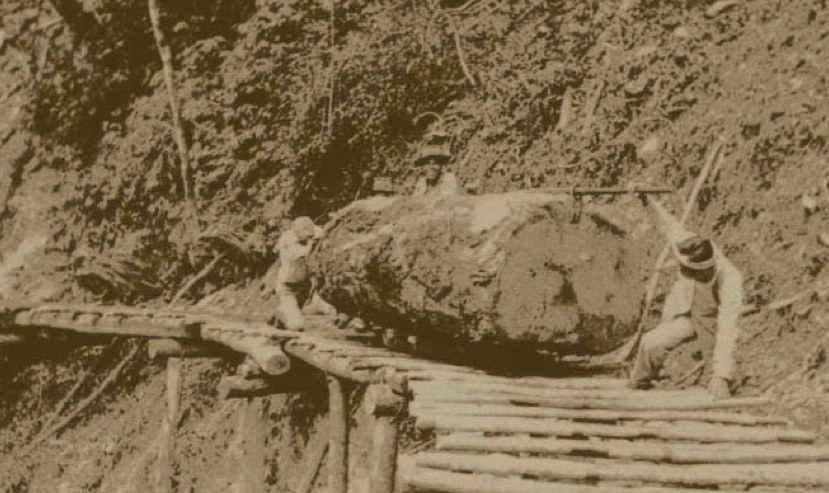
嘉義製材所在最初建設時,便引進美國李吉屋(Lidgerwood)公司的鐵索道,俗稱「天車」,來運輸原木,這不僅以機械力取代人力,更能輕鬆地跨越不同地形來移動原木。
鐵索道由兩座二十公尺的塔、數條索道與一組搬器(Carriage)所組成,索道長約一百二十一公尺,兩塔最前緣相隔九十六公尺,附有動力設備的稱為首塔(Head Tower),用以操作搬器的移動。
參觀過製材所的旅人都對鐵索道吊運原木有很深刻的印象。一九二一年到訪製材所的英國旅人歐文.魯特(Owen Rutter)如此描述:「一臺巨大的起重機小心翼翼地吊起其中一根原木,就好像從婚禮禮物中,那受歡迎的蘆筍盤裡夾起一根蘆筍般。」[15]
鐵索上移動的設備稱為「搬器」,靠副索的收放來控制移動方向與高低伸縮。搬器下方安裝有吊掛木頭用的鉗子,在臺灣俗稱「吊猴」。

4. 貯木池(杉池)與貯木場
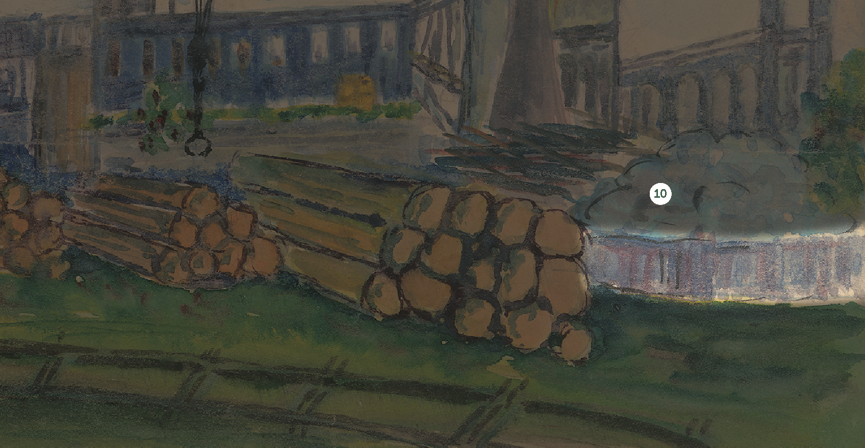
原木運下山後暫時存放、等待販賣的空間,因貯存方式的不同,區分為「貯木場」與「貯木池」。貯木場上原木整齊堆疊,宛若一座座小山丘,此堆放方式稱為「椪積」(はいづみ),一般比重大於水的材種,像是鐵杉、臺灣杉以此方式存放,便於通風乾燥,避免菌類附於原木上而吸引蟲類啃食。
其他像扁柏、紅檜能浮於水面的原木存放在貯木池中的原因有兩種功能。一種是避免日曬造成表皮龜裂,另一種說法則是水中能幫助扁柏、紅檜分泌油脂保護,避免腐爛。
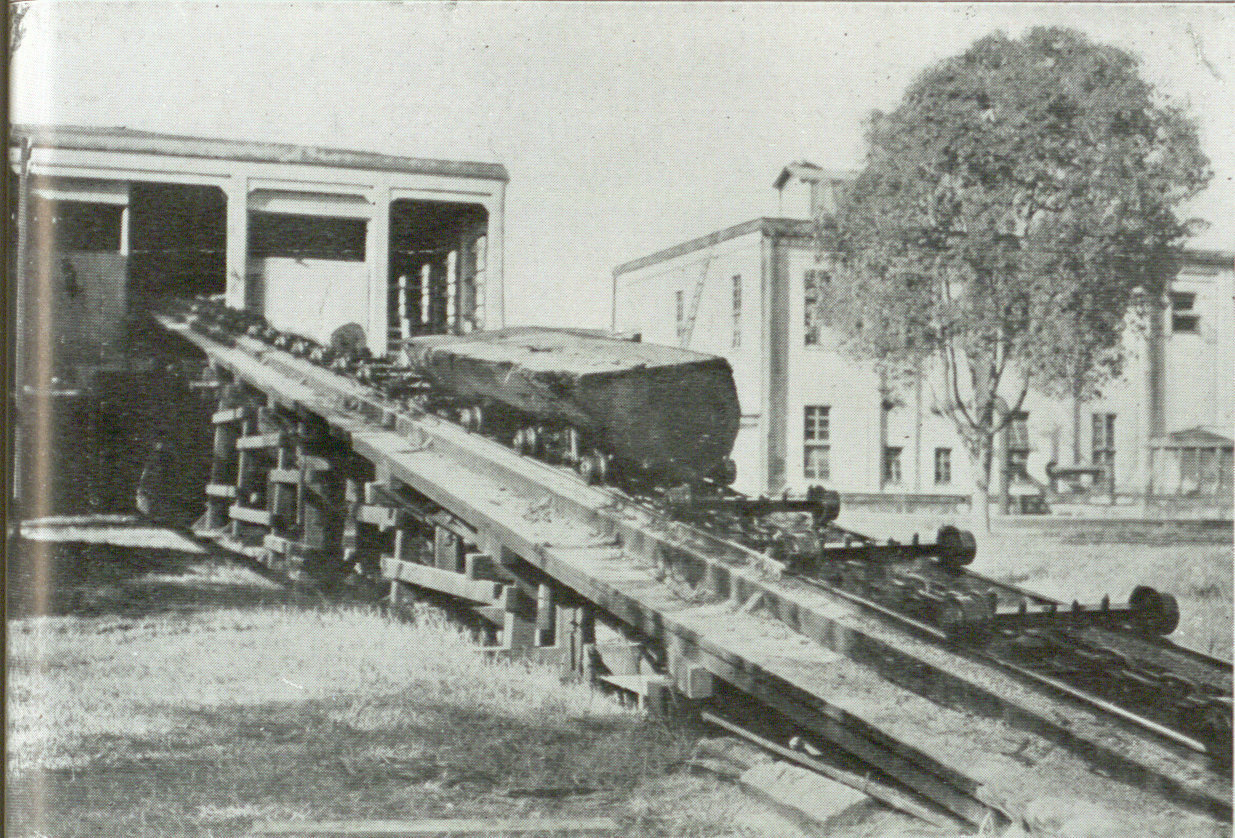
《木材工廠》畫作裡,一條將原木運入製材工場裡的輸送臺就是「送材臺」。這條長一百二十二公尺的送材臺可說是製材所自動化的象徵之一,[16]它完全以電力驅動馬達運轉滾軸(ローラー)與鏈條(チェーン)。原木隨著滾軸向上移動,緩緩地從貯木池運到製材工場的二樓,進入製材的流程中。[17]


6. 製材工場
製材工場是一棟二層樓的建築,中間一小部分設計有三樓。三樓設有多臺磨鋸機,磨鋸機在日文中稱為「目立盤」,因此本空間稱為目立室;二樓是所有鋸機存放的空間,也是木頭進行製材之處。一樓則是鋸屑暫存、動力傳達與各類附屬設備安置處。[18]
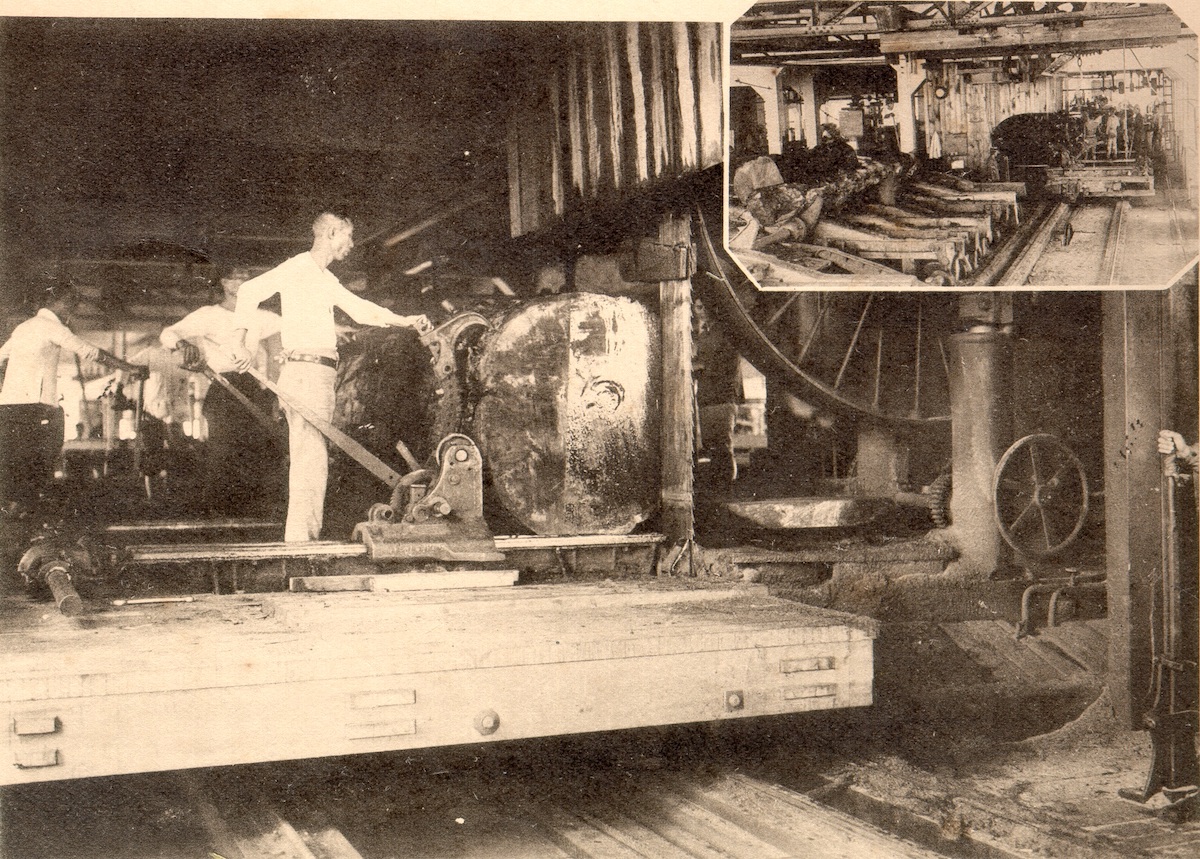
英國旅人歐文.魯特曾親眼目睹製材所製材過程,他是這麼描述:「當我面對刺耳的鋸子聲與嘎嘎作響的機械聲時,看著一根巨大的原木就這樣被大帶鋸機靈活輕巧地切成板材,就像是雜貨商人用繩子切下乳酪,從沒想過這模樣居然如此迷人。」[19]
歐文.魯特描述的「大帶鋸機」就是負責原木進入製材流程的第一道關卡「九呎大割帶鋸機」。至於,為什麼製材室要設在二樓?也得從這臺帶鋸機說起。
這臺總高度超過六公尺的帶鋸機會將圓柱狀原木大致縱剖為板類,以利後續的細節加工,這環節稱為「大割」。其中,「九呎」指的是一個圓輪的直徑長度,相當於二.七四公尺。要讓帶鋸能夠快速運行,需要兩個圓輪一上一下地於兩端帶動,再加上木頭固定在送材車上通過兩輪間的帶鋸,才能切割成一片片板類。由於九呎大割帶鋸機高度跨越一、二樓,因此大割工作都安排在二樓進行,[20]為了便利後續運輸,其他製材工作也安排在同高度,需要製材的原木,都得送到製材工場二樓。

7. 動力室
在日治時期的臺灣,並非有統一的電力輸送,當時各個工廠都有自己附屬的小型發電室。以嘉義製材所的動力室為例,內部設有燃燒加熱、產生高壓水蒸氣的汽罐(Boiler)。高壓水蒸氣經由導引,推動渦輪機(Steam Turbine)並牽動發電機運轉產生八百千瓦的交流電。這樣的發電流程稱為「汽力發電」,也就是我們現在所知的「火力發電」。
為了提供充足的電力,嘉義製材所動力室引進的設備可說是一時之選。發電機與渦輪機來自美國阿利斯查爾默斯(Allis-Chalmers)公司製的改良式帕森斯(Parsons)蒸汽渦輪機,汽罐則從世界級的製造公司英國巴布柯克威爾科斯公司(Babcock & Wilcox)引進。[21]「巴布柯克式汽罐」與「帕森斯蒸汽渦輪機」這組極具代表性的發電設備組合,顯示出建造者對製材所的期望相當高。

動力室的汽罐裡,燃燒的燃料是什麼呢?答案是鋸削原木時產生的木屑。
木屑在製材工場一樓累積後,便會透過輸送道送往鋸屑室存放,再送到動力室裡供汽罐燃燒。汽罐的背後有連接煙囪的排煙道,將燃燒產生的廢氣排往高聳的大煙囪。嘉義製材所的大煙囪以磚造為基礎,上頭設置鐵製煙囪管,煙囪橫切最寬處有直徑二.四四公尺、鐵件高度達三十三.五三公尺,包含基座則高三十六.五八公尺。在當時四周未有高樓的嘉義,製材所的大煙囪可以說是嘉義重要的地標。[22]
9. 乾燥室與焙房
木材經過製材流程後,仍富含水分,但含水的木材容易被菌類入侵與昆蟲啃食,不利於長期保存,[23]因此為了使木材乾燥,得使用天然乾燥法(Air Seasoning Natural Drying)或人工乾燥法。天然乾燥法是讓木材長時間堆放在通風的乾燥場上,自然乾燥。[24]
若要縮短木材乾燥的時間,則會採用「人工乾燥法」。人工乾燥法分別有漸進式乾燥室(Progressive Kilns)與隔室式乾燥室(Compartment Kilns)。
所謂漸進式乾燥室,是讓一棧一棧木材依序送入,並持續補入需要乾燥的木材。漸進式乾燥室因為整間為定溫、定時的控制,每次送入乾燥的材種需一致。畫作中的乾燥室屬於漸進式乾燥室,建築長達四十六公尺。乾燥室上兩個可愛的小耳朵,是讓內外空氣交流而設計的通道。
而隔室式乾燥室會將乾燥室區隔數個房間,同一時間,每間房裡可以乾燥不同材種的木材,具有較大的使用彈性。[25]
在嘉義製材所裡也有「隔式室乾燥室」,俗稱「焙房」,只不過陳澄波作畫的當下還未建造。[26]

在貯木池東側,有軌道延伸至此。戰後的一九四六年,陳澄波在這個位置以不同的角度繪製了一幅《製材工廠》。原本的嘉義製材工場因為一九四一年的地震而部分坍塌,製材工作被移往製材所內部新建的第二代製材工場。當時處於戰爭時期,沒有足夠的經費清理原本的工場,因此在陳澄波一九四六年的畫筆下,仍可看見初代製材工場留存的模樣。
《製材工廠》畫作中另一個值得注意的是,鐵軌環繞的杉池裡有滿滿的木頭,軌道上則有從製材所竣工之初就存在的德國製起重機,這臺起重機也與天車一樣,躲過戰爭,始終搬運著木頭,直到一九六四年停止製材後才終止運作。[27]

三、東洋第一背後的人們
除了上述的機械與設施外,在一九四六年的《製材工廠》畫作中並沒有遺忘那些維繫製材所運作的員工,他們戴著斗笠、拿著鳶鈎,站在木頭上整理著木頭,正是造就著嘉義製材所製材應接不暇的重要功臣之一。
這些製材所裡的員工,以及後續章節將談及的民間製材廠、木材行的經營者們,都可以稱為從事製材工作的「製材人」。他們造就了製材產業的豐富生命力,製材產業也因為他們而成為嘉義的代表性產業。

本文由阿里山林業鐵路及文化資產管理處與故事StoryStudio共同製作

翻開書,開啟一趟從嘉義製材所出發的散策旅程。我們將回到百年前的嘉義,透過一則則的小故事,與製材人共享同一片生活風景。
-預購期間:即日起至 8 月 15 日止。
-預購方案:
- 方案一《芬芳散策》專書:405 元 贈送明信片套組 1 組。
- 方案二《芬芳散策》手記:288 元 贈送藏書票隨機 1 款。
- 方案三《芬芳散策》專書+手記:700元 贈送明信片套組 1 組、藏書票 2 款及通券貼紙 1 張。
- 出版單位:阿里山林業鐵路及文化資產管理處
- 執行單位:故事StoryStudio
[1] 1921 年 8 月 28 日,陳澄波因為東宮殿下(未來的昭和天皇)訪歐結束後搭乘輪船行經臺灣海峽,他畫下嘉義製材所(後世為這幅畫取名為《木材工廠》)最繁忙的時刻,並在畫作背後寫下:東宮殿下乘坐的軍艦於今日八月二十八日中午進入臺灣海峽,即將於二十九日約日出之際通過臺灣海域,以此日為研究紀念之寫生作品。
[2]〈阿里山被害〉,《臺灣日日新報》1913.07.21;〈製材所竣工(本邦唯一の大工場)〉,《臺灣日日新報》1913.11.29。
[3]〈阿里山作業所近況〉,《臺灣日日新報》1914.04.29;〈檜材搬出開始〉,《臺灣日日新報》1914.04.05;〈阿里山材搬出〉,《臺灣日日新報》1914.06.09。
[4]〈阿里山鐵道被害〉,《臺灣日日新報》1914.07.17;〈阿線被害別報〉,《臺灣日日新報》1914.07.19;〈阿里山鐵道與當路〉,《臺灣日日新報》1914.09.16。
[5]〈阿里山材與建築界〉,《臺灣日日新報》1915.04.05;〈阿里山材販賣〉,《臺灣日日新報》1915.07.25。
[6]〈阿里山材與建築界〉,《臺灣日日新報》1915.04.05;〈阿里山材販賣〉,《臺灣日日新報》1915.08.17。
[7]《營林局事業一斑》(臺北:臺灣總督府營林局,1916),頁83;洪國榮、蔡育林,〈傳統建築中有關臺灣林業發展之研究〉,《中興大學實驗林研究彙刊》20卷1期(1998.03),頁54-55;李守藩,〈臺灣之製材〉,《臺灣銀行季刊》16卷1期(1965.03),頁115-157;〈阿里山材販賣〉,《臺灣日日新報》1915.08.17。
[8]〈阿里山材販賣談〉,《臺灣日日新報》1915.08.18。
[9]〈阿里山材販暢銷〉,《臺灣日日新報》1916.05.11。
[10]〈製材工場火燒〉,《臺灣日日新報》1917.03.06;〈阿里山材搬出不能〉,《臺灣日日新報》1917.05.03;〈阿里山材價〉,《臺灣日日新報》1919.09.02。
[11]〈材木暢銷〉,《臺灣日日新報》1920.01.13。
[12]〈阿里山森林經營〉,《臺灣日日新報》1906.06.26;臺灣總督府營林所嘉義出張所,《阿里山年表》(嘉義:臺灣總督府營林所嘉義出張所,1935),頁10。
[13]〈阿里山官制〉,《臺灣日日新報》1910.03.15;〈本議會之經過〉,《臺灣日日新報》1910.03.25;臺灣總督府營林所嘉義出張所,《阿里山年表》(嘉義:臺灣總督府營林所嘉義出張所,1935),頁20。
[14]〈阿里山材搬出〉,《臺灣日日新報》1912.12.27;臺灣總督府營林所嘉義出張所,《阿里山年表》(嘉義:臺灣總督府營林所嘉義出張所,1935),頁34。
[15] Owen Rutter, An Account of Japan’s Island Colony, (London: Adelphi Terrace, 1923), p.122.
[16]〈嘉義製材工場〉,《臺灣日日新報》1912.10.09。
[17] 臺灣總督府營林所,《營林事業一覽》(臺北:臺灣總督府營林所,1939),頁41。
[18] 遠藤文雄,《製材の功程竝步止りに関する實查》(臺北帝國大學附屬農林專門部—林學科卒業報文,1932),頁28、75;〈嘉義製材工場〉,《臺灣日日新報》1912.10.09。
[19] Owen Rutter, An Account of Japan’s Island Colony, (London: Adelphi Terrace, 1923), 122.
[20] Allis-Chalmers Mfg. Co., Allis-Chalmers Manufacturing Company Sawmill Department, Allis Band Mills. (Milwaukee, Wisconsin: Allis-Chalmers Mfg. Co., 1919), 12.
[21] Moyer, James Ambrose, The Steam Turbine; A Practical And Theoretical Treatise For Engineers And Designers, Including A Discussion Of The Gas Turbine. (New York, J. Wiley & Sons, 1908), 167.
[22] 臺灣總督府營林所,《營林事業一覽》(臺北:臺灣總督府營林所,1939),頁38。
[23] 滿久崇麿,《木材の乾燥》(東京:森北出版株式會社,1962),頁1;小泉吉兵衛,《工業.手工.作業.实習用材料木.竹篇》(東京:文書堂,1935),頁56。
[24] 滿久崇麿,《木材の乾燥》(東京:森北出版株式會社,1962),頁102-103。
[25] Harold S. Betts, The Seasoning of Wood. (Washington, D.C.: U.S. Dept. of Agriculture, 1917), p.22-23. Tiemann, Harry Donald, The Theory of Drying and Its Application to The New Humidity-regulated and Recirculating Dry Kiln. (Washington, D.C.: U.S. Dept. of Agriculture, 1917), p.7-8.
[26] 陳冠妃主持,《嘉義製材所調查研究及再利用計畫案 調查研究報告》(嘉義:阿里山林業鐵路及文化資產管理處,2019),頁221-229。
[27] 臺灣總督府,《臺灣事情 第二版》(臺北:臺灣總督府,1917),頁251。